Extrusion Technology Of PVC Wood Plastic Composite
2017-07-14
As the world increasingly scarce forest resources,the technology and application of wood plastic products have been rapid developed at home and abroad. WPC have the advantages of hard,tough, durable, wear-resistant, dimension stable, etc. Generally speaking,the hardness of WPC material have 2-8 times higher then the untreated,the wear ability has 4-5 times higher, the application of various additives also grant its special properties. It is also an environmental materials which can recycle to reuse, and the raw material is cheap and abundant,have the good benefit on reducing environment pollution,protecting forest resources,promoting economy development, have gained attention by many researchers. Moreover, WPC materials also has a secondary processing,manufacture various products. Is one of the ideal alternative to wood.
WPC extrusion technology is based on the traditional formula of the plastic profile, adding sawdust, wood shavings, scrap and fiber crops to get the low cost green materials and design the mould which suit for this formula, apply the advanced and unique extrusion processing methods to make the WPC products. Let ‘s talk about the extrusion technology of PVC and WPC materials.
1.Experimental part:raw materials choice
Wood powder mainly use the scrap and sawdust of wood products processing industry,then smashing and grinding by the machine to obtain. PVC select the raw material which K value is 57-60(average molecular weight 650 to 750) . In addition,it should also be added foaming agents, coupling agents, co-blowing agents, plasticizers, nucleating agents, lubricants, coloring agents, UV stabilizers and the like additives.
2 Formula and process parameters
2.1 Formula determination
The design of formula is based on the performance of products, raw materials, molding technology and equipment. This is a complicated and tedious work,to make sure, generally only make some small reforms on the original mature formula according to experiences,then through the test to determine the optimal solution which meets the requirements. Based on the ordinary PVC window and door profile formula, add wood powder, foaming agents,help foaming agents,coloring agents etc, then according the tests to determine the amount different raw and supporting material.
The adding of wood powder usually would deteriorate the flow properties of material. With the addition of wood powder content,plasticizing time extension, flow property would also decline. If the flow property of the material is too bad, wood powder may get a greater shear force,adding the staying time in the extruder, which not facilitate the extrusion of wood powder ;Conversely, if the flow property is too large,the extrusion pressure can’t be formed sufficiently,then the produces will result in strength defects and surface defects. So during the extrusion process, the system flow property plays an important role on the process and various properties of the final products. Figure 2 shows the processing performance of different wood flour content of the composite material.
Due to the large size and low density of the wood powder used in the experiments , With the add of filling amount, the increase of volume ratio that the wood flour filler in the system, the adsorption capacity to lubricants, plasticizers, processing , etc also be large. Although the process can produce a greater speed frictional heat to plasticize, but not enough to offset the effect which is caused by the adsorption of plasticizers, processing aids, etc that can slow down the plasticizing speed and prolong the plasticizing time,then make PVC plastics delay.T he wood flour content is more larger, the more processing aids would be absorbed which prolong the plasticizing time ,deteriorate the process property. Ultimately determine the selection of wood flour content is 30 parts.
Its amount of other raw materials is 100 parts of PVC , 3 parts of lead sulfate, 1.5 parts of dibasic lead sulfate, 0.5 parts of lead stearate, 0.4 parts of calcium stearate, 0.8 parts of stearic acid, polyethylene wax. . 3 parts, 5 parts of acrylic acid copolymer cool, chlorinated polyethylene six, CaCO30 copies, AC foaming agent 0.9 parts, ACR-530 5 copies, 0.31 parts yellow iron, iron brown 0.15 parts.
2.2 extrusion molding effects of screw speed
It shown from solid conveying theoretical formula and viscous fluid transport theory formula that the production capacity and speed are proportional.
Improving the speed can effectively increase extrusion production,reduce the cost and increase the production efficiency,which are the need for industrial production. However improving speed is restrained by the power, plasticizing quality and extrusion temperature. Learn from the power calculation formula in viscous fluid transport theory ,with the improvement of speed, power consumption increases.
The test also found some following phenomenons in the process when the screw speed is gradually increased :①when screw speed is very small,material advanced forth by the layer flow,the product surface is smooth after extrusion profile exit the die,but the yield is low;②when screw speed increase, the material in the mould die transit gradually through the slipstream .If the slipstream is not successful or be blocked,it would occur product quality problems. So with the improvement of screw speed, the reduce of material heating process and the decline of material melt generate the internal stress,exiting the die caused surface be coarse even burst.Secondly, the improvement of screw speed will reduce the material residence time in extruder, decline the quality of material mixture, affect the strength of final produces; Thirdly ,PVC and wood powder are heating-sensitive materials, exceed high screw speed easily contribute to material degradation and pasting. Finally, If using the high screw speed for WPC extrusion moulds, designing a cooling plate in the export section of the die would make the materials be topped out for not timely cooling down,which would make the products cooling unevenly then emerge ripples on surface, affect produces appearance and extruded products quality,result in products not forming when it is serious, so that production is interrupted, not a continuous one. So only when the extrusion temperature, mixture quality and economic indicators production line design are suitable for material can have the maximize speed to improve productivity.Ultimately determine the feeding speed of 8.2 r / min; host speed of 8.8 r / min.
2.3 Extrusion temperature ‘s influence on extrusion moulding
Because of the high water absorption of wood powder, water content is generally more than 40% , it is easy to be out of shape when the material is heated or deformed for a long time, particularly is the decomposition of lignin and other ingredients and evaporation of water in the molding process, it is easy to "burn" to be brown when the temperature is over 180℃, then make products look bad, bending strength and impact strength decline. Therefore, the extruder temperature control is very important.
It was found that the viscosity of wood-plastic composite system very sensitive to temperature. As the temperature increases, apparent viscosity of the composite system is greatly reduced. Under the same shear rate, the viscosity of the melt viscosity of the melt 160 ℃ 200 ℃ than an order of magnitude higher.
From the view of molecular motion, viscosity and internal friction proliferation of molecular when material flow relate to the orientation and other factors. when the temperature rises, the molecular chain mobility increases, the volume expand, the molecular interactions weaken, the flow increases, the viscosity decreases.
WPC materials are often affected by cylinder temperature in the extrusion process and die temperature.
The cylinder temperature has a decisive influence on the effect of mixing the composite plastics, and the die temperature has an important influence on the extrusion molding. Since each segment extruder functions and viscous flow state is different, one-sided using overall-cooling or heating are inappropriate, you must select the appropriate sections of the extruder temperature range. Analysis from the friction coefficient of solids conveying theory , and can be found from the combined test that feed zone temperature level will affect the the size of the material and the friction coefficient of the barrel, friction coefficient changes with heating temperature. Screw barrel temperature should be controlled and selected in accordance with the corresponding different materials during production, ensure that the material and barrel have greater friction, to meet the needs of solid transport. For the plasticizing section, since it is a transition zone to extrusion segment of feeding material and has not obvious influence on the the production capacity . However, since this section playing the role of plasticizing,its heating temperature must keep in the range of materials’ viscous flow temperature to ensure meeting the requirement of temperature of plasticizing and starting extruded section. Temperature of the extruded section is influenced by the first two sections, generally select within a range corresponding viscous flow temperature and decomposition temperature according to different materials
The too high or too low die temperature would cause melt fracture. If the temperature is too low, it will increase the friction between the melt and flow channel, affect slid and cause melt fracture. Also increase the viscosity of the WPC material, causing flow difficulties,making flow material of channel cooling and solidifying prematurely,can’t fill the die head runner and be difficult to shape. Also will make the material plasticizing badly, not fully wrapped wood powder, affect the strength of the products. If the temperature rises, the surface quality of the extruded products have greatly improved. Material transit into calibrator segment when molten state through the flow channel. In order to ensure the smooth progress of extrusion, die temperature should be segmented control, namely the temperature decreased
2.4 Extrusion pressure to extruded moulding
Extrusion pressure of extruder are closely related to temperature . The extrusion temperature is high, die pressure is low, the extruded profiles are not dense, thus leading product performance deficiencies ,undermine the excellent properties of wood flour as a filler and seriously affect the appearance. When die head pressure is low, the product surface streaks, and produces have segmented phenomenon, can not extrusion molding , appear material accumulation ,can’t get good consecutive appearance quality products, affecting production continuity.Permitted within the pressure range, the extrusion pressure is higher, , the better the quality of the extrusion moulding product is.
In terms of the vented extruder, die head pressure is relevant with the full length of second metering section .The feed rate depends on the degree of filling segment, When the full length exceeds the exhaust port, Extrusion machine screw torque rise and take the material from the exhaust port,affect the stability of extrusion,then extruded products appear "wavy", that is the unstable pressure can not flow evenly through the material head flow channel,This fast slowly melt flow caused extrusion products exist in a section of the crack,seriously affected the physical and mechanical properties of products.
When the die head temperature drops, the head pressure increased, then the extruded products molding ability is good, have smooth surface . However, when die head pressure is huge, die head extruded materials are well cooling, the product is hard, the later materials haven’t been cooling down and be soft which can’t move the top front of the hard ware , resulting in an overflow of material in the majority of the exhaust port , so that the head of the uneven feeding, extrusion instability, the product surface segmentation stripes, affecting the appearance quality produces.
Therefore, a reasonable increase in the extrusion pressure of the extruder, Extruding the molten material smoothly not only can guarantee the quality and appearance of products, but also make the products in high dense and high strength.
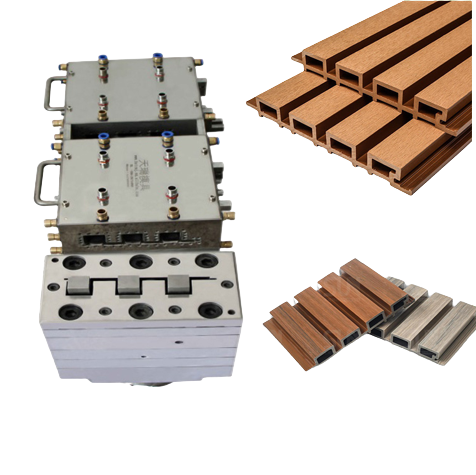
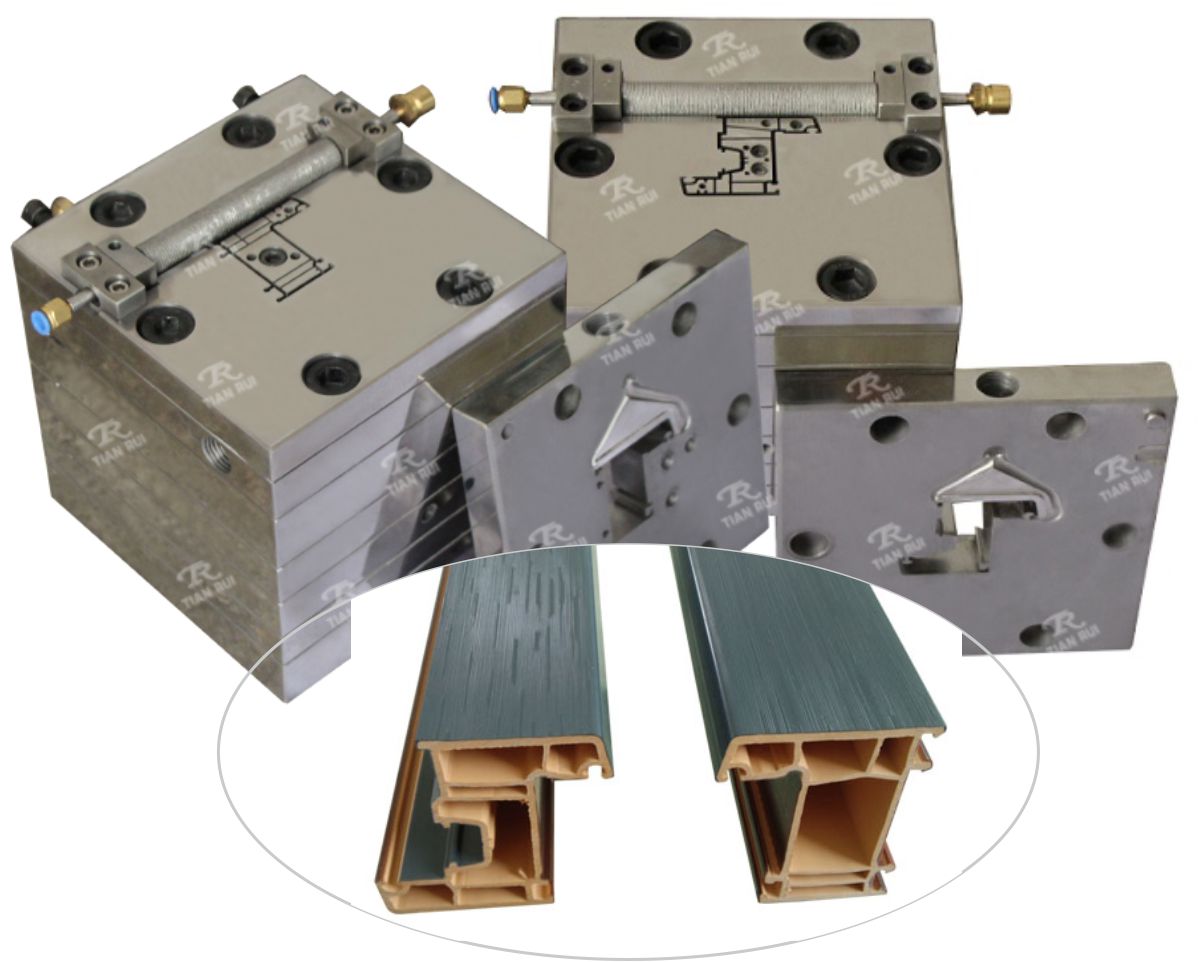
3 Mould Design
3.1 Die Design
Die is the component which connect to the extruder interface, Its main role is to make the molten material from the rotary motion into linear motion, produce the necessary molding pressure, then form the desired cross-sectional shape of the plastic products. WPC mould in addition to these effects, must also be in the straight section of the mold to melt the material previously provided sufficient pressure to ensure that the material does not foam in the mold of the population portion of the extruder, the confluence of the core, the nose, etc. In the outlet portion of the die head pressure was slowly released, the front exit die around the nucleating agent to form a homogeneous micro-bubbles. Flow channel structure of profile die head is generally divided into the transition section, split sections, compression section and styling segment these four parts.
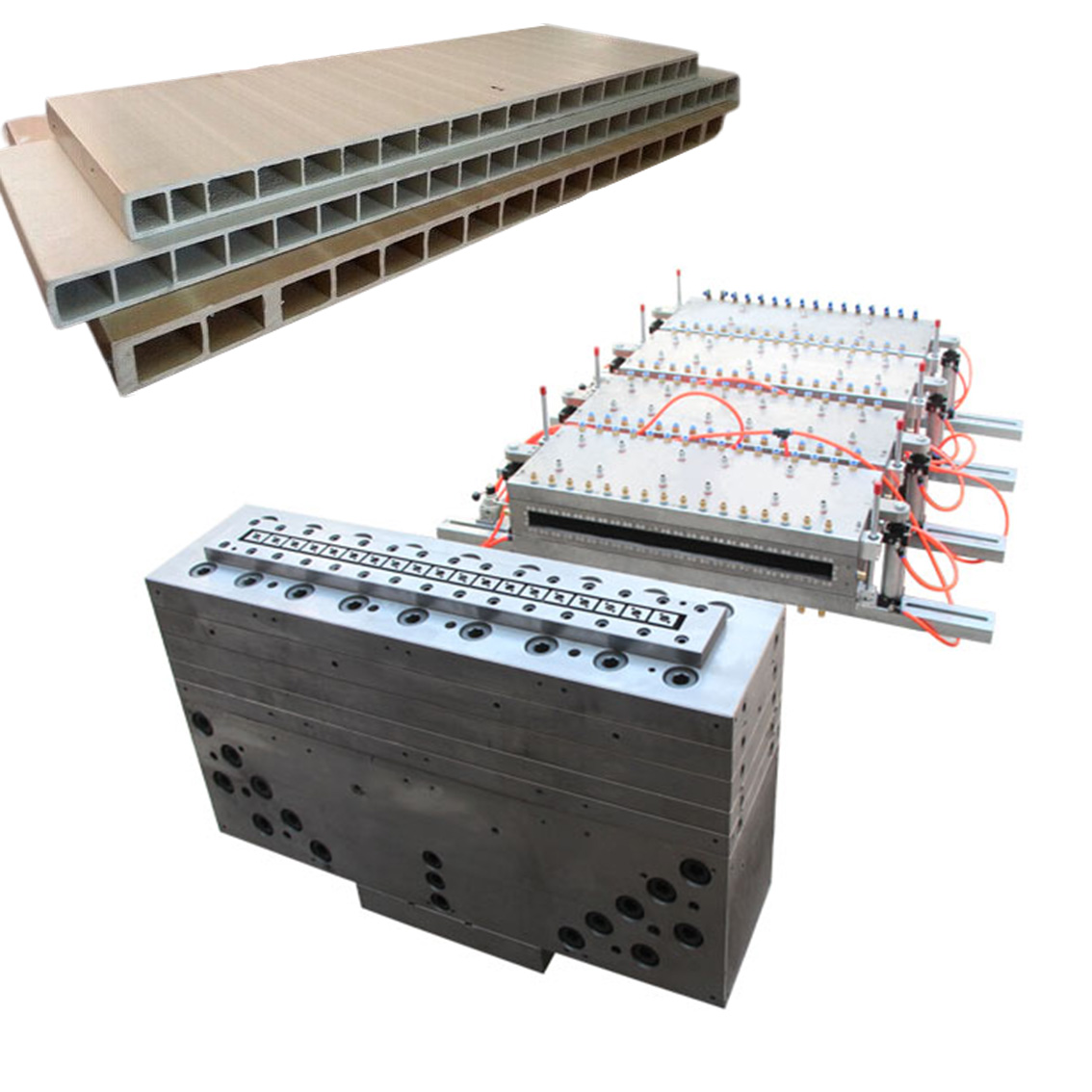
The calibrating device is used to mold the material hill high elastic state into final solid shape according to the product requirements. Taking into consideration that the material temperature is still very high after coming out of the die mouth, the foaming inside the calibrator doesn't completely stop, the material continues expansion; the WPC meterial has poor cooling shrinkage, it will have larger post contraction.
Shaping device is divided into wet and dry shaping these two parts. In which the dry shaping is refer to the calibrator,the wet shaping is refer to the water tank.
It is the vacuum make the profile tighten connect with calibrator during the profile get through the calibrator,the cooling water take away the heat when it flow through the water holes, complete the heat exchange with profile and cool down the profile, but, the profile itself is not in contact with water. Wet shaping part adopts vacuum vortex bath tank to maximum cool and shape the products . Figures 2 and 3 is the respectively calibrator and tank assembly diagram.
3: 3 software analysis
Flow2000 is an industry application software which is developed specially for the plastic extrusion industry by Compu Plast international company . The system consists of 12 modules (including three-dimensional flows, extruder, profile dies, profile cooling, etc.)
Now use the profile die head system to analyzes the die mouth design. The profile die mouth system is based on the finite element method of the arbitrary shape profiles design and analysis. It is suitable for PVC window and door frame profiles. Now let's analyzes from the section of the die mouth exits (figure 4). The process is as follows: ① Input. Save the sectional view as dxf format and input; ② Finite element division. Divide the section view into samll units in the environment of geometry editing and generate the grids automatically. ③ Calculations. Input the material, extrusion amount of the equipment, extrusion speed and other parameters to calculate. The calculating results are shown in Figure 5.
3.4 Mold program determination
As can be seen from Figure 5, due to the boundary effect, the material close to the outer and inner wall of the cavity has slower flow rate, the center portion is faster. The flows at the intersection of the main wall and inner ribs as well as the corners are also faster.
From the results of Flow2000 analysis, using the original design, the material flow is basically even. It can meet the extrusion demands. This program is decided as the final solution. If during the debugging, there are still flaws in the products. It can be trimmed during the debugging process.
4 Conclusion
Extrusion processing is one of the important molding methods for modified plastics. The extrusion process will surely involves the processed object performance issues. The performance of the processing materials not only plays a decisive role on the product using performance but also has a great impact on the quality and quantity of extrusion production. Therefore, there is important practical significance in studying the relationship between the modified plastics performance and extrusion process. The extrusion process of WPC material is very complex. There are many influencing factors. The processes, formulas, and the combined effects of mold caused uncertainty among variables. The key issues in WPC extrusion technology are: ① raw material selection (such as wood flour varieties) and how to improve the interface binding force between the plastic matrix and wood flour ; ② molding equipment and molding process selection ③ mold design. WPC extrusion technology is one of the most important development directions in the future , its extruded products have great market potential. However, it will need many people's hard work before the final production of window profiles.
 E-mail :
E-mail : 
 E-mail:
E-mail: 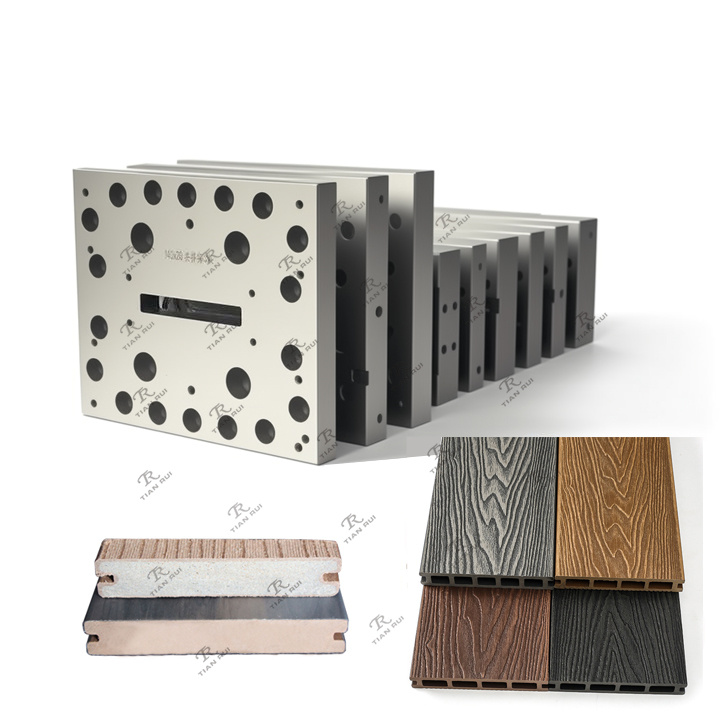










_200x150.jpg)